


From 20% in 2019, Chinese manufacturers now occupy 35% of the worldwide flexible packaging industry, which is growing rapidly. This trend suggests that more firms, from food and drinks to medicines and personal care, demand effective, affordable vertical form fill seal (VFFS) solutions.
Choosing the right vertical packing machine maker is crucial for maintaining your competitive edge, producing high-quality products, and maximising output. Vertical form fill seal (VFFS) machines are crucial to the packaging industry since they can swiftly and efficiently pack many items. Buy a VFFS machine from a reputable company with experience.
This detailed research evaluates the top 10 vertical packaging machine manufacturers in 2025, including their strengths, technological advances, and market positioning. Whether you’re a seasoned manufacturer upgrading your equipment or a new business owner entering the packaged goods sector, this study will help you make a sensible option that suits your business goals and budget.
What Makes a Top Vertical Packing Machine Manufacturer?
We must understand what creates the greatest manufacturers before ranking them. The greatest VFFS manufacturers excel in numerous key areas that impact manufacturing success and ROI.
Technical brilliance and innovation underpin the best vertical packing methods. Top manufacturers invest heavily in R&D to achieve global performance standards. Product features include powerful servo systems, PLC controllers, touchscreen HMIs, and machine integration. Modern automation technologies are also led by China. To meet global standards, several manufacturers have introduced servo systems, PLC controls, touchscreen HMIs, and IoT connectivity in the recent decade. Chinese companies are creating technology that fills bottles fast, doses powders, and packs sachets in many lanes as well as European ones.
Quality Standards and Certifications provide global compliance and safety. Find manufacturers with CE certification for foreign markets, IP65 ratings for washdown environments, and FDA, USDA, and HACCP food safety compliance. These certifications demonstrate a manufacturer’s commitment to creating equipment that meets international standards.
The service and global support of your packaging investment usually determine its success after the first transaction. A reputable provider is essential for long-term value. Working with reliable manufacturers ensures product quality, support, delivery, and customization. This offers extensive training programs, easy-to-find spare parts, and remote problem diagnosis.
Integration Expertise is becoming increasingly important as manufacturers seek turnkey solutions rather than individual equipment. Superior manufacturers provide machines that integrate seamlessly with multihead weighers, filling systems, and downstream packaging equipment. They sell complete solutions, not just machines.
Top 10 Vertical Packing Machine Manufacturers
1. Smartpack (China) – The Cost-Effective Innovation Leader
Company Overview: Smartpack, based in China, has established itself as a leading manufacturer specializing in turnkey packaging solutions since 2012. These manufactures offers reliable, efficient, and cost-effective equipment. Cooperation with a Chinese manufacturer not only ensures high performance but also offers comprehensive support and competitive pricing, making them a top choice for businesses worldwide. With 90% of their business focused on complete system integration, Smartpack represents the new generation of Chinese manufacturers combining advanced technology with exceptional value proposition.
Key Competitive Advantages:
- Turnkey Solution Excellence: Unlike many competitors who focus on individual machines, Smartpack provides complete system planning, integration, and custom ODM programming. Their dedicated technician testing team of 8 people ensures every project undergoes rigorous quality control from layout design to final programming verification.
- Pre-Delivery Testing Protocol: Smartpack’s commitment to quality includes comprehensive factory acceptance testing. They purchase roll film (when customers cannot provide their own) and run identical or similar products on customer machines, matching exact target specifications, bag sizes, and shapes. Running videos or video calls are provided until customer approval, dramatically reducing installation and integration problems.
- Know-How Service Team: Their 11-person service team possesses extensive experience across all types of packaging system connections and troubleshooting. All team members are capable of communicating in English, providing crucial support for international clients. They operate service centers in Europe, UAE, Indonesia, and USA with 20+ engineers for overseas support.
- Flexible Electrical Architecture: All main boards and drive boards are interchangeable between 10, 14, 16, 20, and 24 head weighers, reducing maintenance costs and inventory requirements. The HMI features a new function page for future optional features, allowing customers to add functionality without main board replacement through simple connections.
- User-Friendly Design: The HMI includes a know-how page explaining every parameter and acceptable value ranges for new operators. Simple connection protocols with VFFS machines make it easy to monitor connection status between multihead weighers and packaging equipment.
Product Range: P320/420/520/620/720/820/1050 packaging machines covering applications from small sachets to large bags, producing pillow bags, gusset bags, quad sealed bags, and flat bottom bags. Production speeds range from 40 to 200+ bags per minute depending on product and bag size.
Applications and Industry Focus: Snacks, candy, frozen foods, beans, vegetables, powders, granules, and various food and non-food applications. Their machines excel in applications requiring precise weighing accuracy and minimal product giveaway.
Why Choose Smartpack:
- Cost-Effectiveness: As a Chinese manufacturer, Smartpack offers high-quality machines at competitive pricing without compromising essential features or reliability
- Comprehensive Support: From initial consultation through installation and ongoing maintenance, Smartpack provides complete support infrastructure
- Proven Track Record: Customer testimonials highlight machines operating successfully since 2011, demonstrating long-term reliability
- Innovation Focus: Continuous development of new features and capabilities while maintaining backward compatibility with existing installations
2. Matrix Packaging (ProMach) – American Engineering Excellence
Company Overview: Matrix is a leading manufacturer of vertical form fill seal (VFFS) packaging equipment. These pack machines are used in a wide range of industries, ranging from food, coffee, and dairy to individually quick frozen (IQF) and more. For more than 30 years, the driving force behind Matrix has been delivering rugged, well-engineered, cost-competitive, easy-to-use flexible packaging systems backed by outstanding customer support.
Key Strengths:
- ProMach Integration: As part of ProMach’s extensive product portfolio, Matrix offers seamless integration with complementary equipment including case erectors, palletizers, and stretch wrappers
- Advanced Technology: New IP65 Autoset Servo Motors that allow for fast changeover and high-performance servo systems for unprecedented motion control precision
- Diverse Product Line: Matrix handles a multitude of products in diverse conditions with equipment capable of forming a wide range of bag and pouch styles, including pillow, gusseted, fl at bottom, 3-sided seal, quad seal, doy style, and more
Performance: The up to 180-bag-per-minute MatrixMorpheus vertical form, fill, and seal (VFFS) machine. Both the Morpheus and Apollo feature a small footprint to conserve floor space, high speed for greater throughput, Beckhoff PC-based architecture for high-speed motion control, and PackML compatibility for fast start up and ease of operation.
3. Viking Masek Packaging Technologies – Innovation Pioneer
Company Overview: Viking Masek Packaging Technologies began as Leonhard Packaging Solutions in the early 2000s and is a market leader in innovative, long-lasting packaging machinery. Viking Masek manufactures user-friendly, readymade pouch machines, cost-effective VFFS baggers, high-speed continuous motion baggers, flow wrappers, and multilane stick pack systems.
Key Features:
- Versatile Solutions: Viking Masek provides comprehensive, seamless packaging solutions in the food, pharmaceutical, and other industries by offering various secondary equipment such as palletizers, cartons, and robotics
- High-Speed Performance: Production capabilities up to 150 bags per minute with easy-to-operate and maintain systems
- Durable Construction: High-quality stainless steel frames designed for long-term reliability
4. Triangle Package Machinery – Sanitary Specialists
Company Overview: We’ve been keeping food safe since 1923. For three generations, our family-owned and operated business has provided innovative sanitary packaging solutions that are built to last and supported in the USA. Preferred choice for sanitary vertical form fill seal baggers. Complete line of food-safe packaging machinery built and serviced in the USA.
Specialization: From vertical form fill seal baggers (VFFS) to bag-in-box cartoners, pre-made pouch fillers and multihead weighers, Triangle covers all your food-safe packaging needs. Their focus on sanitary design makes them particularly suited for food processing applications requiring strict hygiene standards.
Unique Features: Most versatile and sanitary VFFS baggers on the market. From powders to wet proteins to liquids. Proven performance in harsh environments. Smart IO technology, ultrasonic sealing, rotatable jaws and more.
5. Syntegon (formerly Bosch Packaging) – German Precision
Company Overview: Syntegon is a one of food packaging equipment manufacturers with reliability and innovation. With a broad range of products, they serve the food and pharmaceutical industries with cutting-edge packaging solutions. Syntegon’s focus on sustainability and efficiency ensures their machines meet the highest industry standards.
Product Range: Fuji specializes in automatic packaging machines, with a strong focus on horizontal and vertical form-fill-seal (FFS) systems. Their German engineering heritage ensures precision manufacturing and reliable performance across diverse applications.
6. Multivac Group – Vacuum Packaging Leaders
Company Overview: They specialize in thermoforming packaging machines and vacuum packaging systems. MULTIVAC Group is a leader in the packaging industry, known for their innovative vacuum packaging solutions.
Specialization: Multivac’s expertise in thermoforming and vacuum packaging technology makes them particularly strong in applications requiring extended shelf life and premium product presentation.
7. Harpak-ULMA – High-Performance Systems
Background: Established manufacturer with nearly 30 years of experience in professional packaging machinery development and production.
Capabilities: Advanced VFFS packing machines offering comprehensive equipment solutions for diverse applications, utilizing top-quality materials to ensure extended operational life and consistent performance standards.
8. Mespack – Sustainable Innovation
Innovation Focus: Mespack is a pioneer in sustainable packaging technology, with the industry’s most extensive range including water-soluble pod machines, horizontal and vertical form-fill-seal systems, stick packs, stand-up pouches, and end-of-line equipment. Mespack services a wide range of industries, including food, pharmaceuticals, and personal care, through its global sales network and regional service centers in over 90 countries.
9. Nichrome Packaging Solutions – Indian Market Leader
Market Position: Nichrome Packaging Solutions is a pioneer in the Indian packaging industry. Their versatile machines cater to a wide range of packaging needs, particularly in the food sector. Nichrome’s focus on innovation and customer-centric solutions has made them a trusted name in packaging machinery.
10. BW Flexible Systems – Global Distribution Network
Global Reach: International manufacturer and exporter with over 40 distributors worldwide, providing packaging solutions globally with reliable delivery assurance.
Performance: Stable, sanitary, and reliable machine designs with high efficiency capabilities, achieving packing speeds up to 110 bags per minute with consistent quality output.
Key Factors to Consider When Choosing a VFFS Manufacturer
Technical Capabilities and Performance Requirements
When evaluating vertical packing machine manufacturers, your technical requirements should drive the decision-making process. Consider your specific needs for multihead weigher integration, as seamless communication protocols between weighing systems and VFFS machines are crucial for achieving optimal accuracy and speed. Machine flexibility for changeover between different product types and bag styles can significantly impact your operational efficiency, especially if you handle multiple product lines.
- Speed requirements vary dramatically across applications. While some operations may need basic speeds of 40-60 bags per minute, high-volume operations might require 150-200+ bags per minute. Ensure your chosen manufacturer can meet both current and projected future capacity needs.
- Bag style capabilities represent another critical technical consideration. Your manufacturer should support the full range of packaging formats required for your products, including pillow bags, gusset bags, quad-sealed bags, flat bottom pouches, and specialty formats like stand-up pouches or recloseable options.
Service and Support Infrastructure

The quality of ongoing service and support often determines the long-term success of your packaging investment. Global service network availability becomes crucial for international operations or companies planning expansion. Look for manufacturers with local technical support presence in your operating regions.
- Training programs for both operators and maintenance personnel ensure your team can maximize equipment performance and minimize downtime. Comprehensive training should cover not only basic operation but also troubleshooting, routine maintenance, and optimization techniques.
- Spare parts availability and inventory support affect your operational continuity. Premium manufacturers maintain extensive spare parts inventories and offer guaranteed availability for extended periods, sometimes decades after initial purchase.
- Remote support capabilities, including TeamViewer access and remote diagnostics, have become essential for minimizing response times and reducing service costs. The ability to receive immediate technical support without waiting for on-site visits can save significant production time and costs.
Quality Standards and Certifications
- CE Certification remains essential for international compliance and market access. This certification ensures your equipment meets European Conformity standards and can be operated safely in most global markets.
- IP65 Rating for water resistance is particularly important in food processing environments requiring regular washdown procedures. This rating ensures your equipment can withstand high-pressure washing and sanitization processes without compromising electrical components or operational integrity.
- Food Safety Standards including FDA, USDA, and HACCP compliance are mandatory for food processing applications. Equipment design should facilitate easy cleaning, prevent product contamination, and support traceability requirements.
- Build Quality standards, particularly stainless steel 304 construction, ensure durability and longevity. Premium manufacturers use certified materials and advanced fabrication techniques to deliver equipment that maintains performance standards throughout extended operational life.
Integration Capabilities and Turnkey Solutions
Modern packaging operations increasingly demand turnkey solutions rather than standalone equipment purchases. The best manufacturers offer complete line planning and integration services, ensuring all components work together seamlessly from day one.
- Pre-delivery testing protocols can eliminate costly surprises during installation and startup. Manufacturers who conduct factory acceptance testing using your actual products and specifications demonstrate commitment to customer success and minimize implementation risks.
- Custom programming capabilities allow manufacturers to adapt equipment to specific operational requirements and integrate with existing production management systems. This flexibility becomes particularly valuable for unique applications or specialized production environments.
- Equipment compatibility with existing production lines affects both initial costs and operational efficiency. Choose manufacturers who can work effectively with your current equipment investments while providing clear upgrade paths for future enhancement.
Industry Applications and Emerging Trends
Food Industry Dominance and Diversification
Food is the biggest market for VFFS technology. It may be used to package everything from coffee beans and nuts to plant-based proteins, functional meals, and high-end frozen foods. VFFS vertical form fill seal packing machines are automated systems for putting together and packaging products on an assembly line. They are utilized in the food industry and other industries.
Traditional Applications include granola, coffee beans, nuts, dry pet food, snack foods, frozen vegetables, powdered beverages, spices, and bakery goods. These applications benefit from the high-speed, consistent packaging that VFFS machines provide while maintaining product freshness and presentation quality.
Emerging Food Categories present new opportunities and challenges for VFFS manufacturers. Products like protein powders, superfood blends, alternative meat products, and premium specialty foods require advanced handling capabilities and precise portion control. These applications often demand enhanced hygiene standards and specialized sealing technologies to maintain product integrity.
Non-Food Applications continue expanding, particularly in pharmaceuticals, personal care, and industrial products. Pharmaceutical applications require strict contamination control and serialization capabilities, while personal care products often need specialized dispensing systems and aesthetic packaging presentation.
Technological Innovation and Smart Manufacturing
Sustainable Packaging Solutions drive significant innovation in VFFS technology. Manufacturers increasingly focus on equipment capable of handling biodegradable films, recyclable materials, and reduced packaging waste. This trend requires new sealing technologies and film handling systems optimized for environmentally friendly materials.
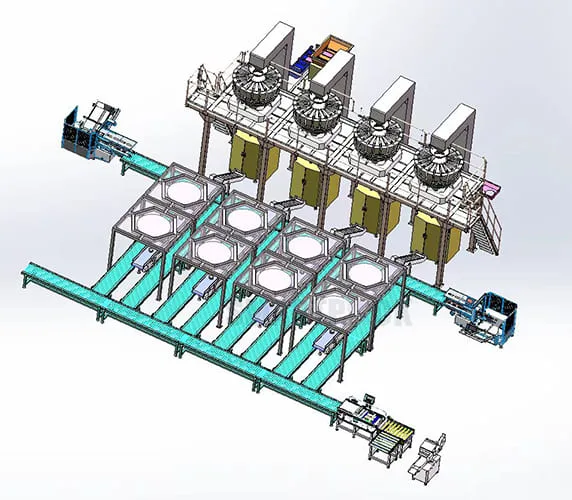
Industry 4.0 Integration transforms traditional packaging operations into smart manufacturing environments. Modern VFFS machines incorporate IoT connectivity, predictive maintenance capabilities, and real-time production analytics. These advanced systems can seamlessly integrate various machines throughout the entire production line, enabling fully automated operations from feeding systems through multihead weighers, VFFS packaging, case packing, and palletizing. This complete automation eliminates manual handling between processes, significantly reduces labor requirements, and ensures consistent product flow from raw material input to finished palletized goods ready for shipment. These integrated features enable manufacturers to optimize efficiency, reduce unplanned downtime, and improve overall equipment effectiveness (OEE).
Flexible Automation addresses the growing demand for shorter production runs and faster changeovers. Advanced servo systems, quick-change tooling, and automated recipe management allow manufacturers to switch between products and package formats with minimal manual intervention and reduced changeover times.
Market Growth Drivers and Regional Trends
The global VFFS market shows robust growth driven by several key factors. E-commerce expansion increases demand for retail-ready packaging solutions, while consumer preferences for convenience foods drive volume growth in traditional applications. Emerging markets, particularly in Asia-Pacific and Latin America, represent significant growth opportunities for equipment manufacturers.
Regional manufacturing preferences reflect varying priorities and market conditions. European markets emphasize sustainability and energy efficiency, while North American operations focus on productivity and food safety compliance. Asian markets, led by China and India, prioritize cost-effectiveness and rapid scaling capabilities.
ROI Considerations and Total Cost of Ownership Analysis
Initial Investment vs. Long-term Value Creation
Vertical packaging machine manufacturers’ initial purchase price is only a small part of their overall ownership costs. Equipment, installation, training, validation, and integration costs should be considered in the initial expenditure. Premium manufacturers offer comprehensive beginning services that decrease hidden implementation costs and speed production.
Manufacturer financing options differ greatly. Some offer equipment leasing, progressive payment plans, or performance-based contracts that match production benefits. Chinese manufacturers like Smartpack provide flexible payment options to help developing businesses manage cash flow.
Production Efficiency and Operational Benefits
ROI is usually highest from throughput improvements. Modern VFFS systems can boost production speeds by 50-200% while enhancing package quality. Quantify this benefit by calculating revenue increases based on your products and market demand.
Labor reduction benefits go beyond operator savings. Automated changeover systems, self-diagnosis, and decreased maintenance can cut labor costs and improve operational uniformity. Think about direct labor savings and indirect benefits like less training and operator error.
Weighing accuracy and sealing consistency can reduce material waste and save money over time. Premium multihead weigher integration reduces product giveaway by 0.5-2%, saving material costs over time, especially for high-value products.
Maintenance and Service Cost Analysis
Manufacturers’ preventive maintenance needs vary greatly and affect operational expenses. Accessible equipment, standardized components, and predictive maintenance reduce planned and unplanned maintenance costs.
Costs and availability of spare parts affect long-term operational costs. Superior value comes from manufacturers with competitive spare parts pricing, local inventory, and guaranteed long-term availability. Electrical components are interchangeable between Smartpack variants, reducing spare parts inventory.
Direct and indirect production losses depend on service response time and cost. Strong local service networks or remote diagnostics reduce downtime and emergency service costs for manufacturers.
Total Cost of Ownership Optimization
Energy efficiency design features increasingly impact operational costs as energy prices rise globally. Modern servo systems, efficient heating elements, and optimized pneumatic designs can reduce energy consumption by 20-40% compared to older technologies.
Flexibility and future-proofing considerations affect long-term value retention. Equipment capable of handling evolving packaging requirements, new materials, or changing production demands protects against premature obsolescence and extends useful life.
Resale value varies among manufacturer brands. Established manufacturers with strong reputations and ongoing support maintain higher resale values, providing better asset protection for your investment.
Conclusion and Strategic Recommendations
In 2025, the vertical packaging machine market will be full of new chances for enterprises who want to boost productivity, increase product quality, and save costs. Chinese manufacturers, like Smartpack, have become strong competitors to conventional European and American suppliers. They offer similar technical performance at far lower prices, without sacrificing important features or support quality.
Smartpack has an edge over its competitors because of its all-in-one solution, cutting-edge technology, low-cost production, and wide support network. Their pre-delivery testing, flexible electrical architecture, and global service presence solve concerns with buying foreign equipment.
Integrated solutions are better for manufacturers with full packaging lines than separate machines. The best manufacturers know a lot about how to use their products and how to provide great service across all sectors and product categories.
Choosing a Strategy When making a decision, the most important factors should be integration, service quality, and long-term support, not the initial purchase price. The best manufacturer depends on your needs, how big your business is, and your aspirations for growth.
Making it last for the future Packaging needs change quickly, therefore it’s even more important to think about them. Choose manufacturers that are always coming up with new ways to make their products more environmentally friendly, automate processes, and integrate smart manufacturing to make sure your equipment investment stays useful and valuable.
Smartpack offers vertical packing solutions that are both affordable and of good quality. They have a full support system that combines the ingenuity and technical know-how of well-known manufacturers with the low prices and flexibility of Chinese manufacturing.
Frequently Asked Questions
Q1: What’s the difference between intermittent and continuous motion VFFS machines?
A1: Intermittent motion machines stop the film during sealing operations, making them ideal for applications requiring precise registration and complex bag shapes. They typically operate at speeds up to 120 bags per minute and offer excellent versatility for different products and packaging formats.
Continuous motion machines maintain film movement throughout the packaging cycle, enabling higher speeds (up to 200+ bags per minute) but with more limited flexibility. They excel in high-volume applications with consistent products and standard bag formats.
Q2: How important is pre-delivery testing?
A2: Pre-delivery testing is absolutely critical for successful VFFS implementation. Manufacturers like Smartpack who conduct comprehensive factory acceptance testing using customer products can identify and resolve integration issues before equipment shipment. This approach eliminates costly delays during installation and ensures equipment performs to specifications from day one.
Testing should include product flow characteristics, sealing quality, weighing accuracy, and integration with auxiliary equipment. Video documentation of test results provides verification of performance claims and serves as reference material for operator training.
Q3: What certifications should I look for?
A3: CE Certification ensures compliance with European safety and performance standards and is essential for international market access. This certification demonstrates that equipment meets stringent safety requirements and quality standards.
IP65 Rating provides water and dust resistance crucial for food processing environments requiring regular washdown procedures. This rating ensures electrical components remain protected during cleaning operations.
Food Safety Certifications including FDA approval and HACCP compliance are mandatory for food applications. Equipment design should facilitate sanitary operation and prevent contamination risks.
Q4: How do I ensure compatibility with existing equipment?
A4: Document detailed specifications for current equipment including communication protocols, physical dimensions, utility requirements, and operational parameters. Share this information with prospective manufacturers to verify compatibility and identify any necessary modifications.
Request detailed integration plans showing how new equipment will connect with existing systems. The best manufacturers provide comprehensive integration documentation and support throughout the implementation process.
Q5: What maintenance requirements should I expect?
A5: Modern VFFS machines typically require daily cleaning and inspection, weekly lubrication and adjustment checks, and monthly comprehensive maintenance procedures. Well-designed equipment provides easy access to critical components and clear maintenance instructions.
Preventive maintenance schedules vary by manufacturer and operational intensity. Premium equipment often features predictive maintenance capabilities that monitor component condition and alert operators to required service before failures occur.
Annual service requirements may include calibration verification, safety system testing, and major component inspection. Budget for both routine maintenance supplies and occasional component replacement to maintain optimal performance throughout equipment life.
Call Smartpack today to set up a full consultation about your needs for a vertical packing machine. Our team of packaging specialists can help you come up with the best solution for your needs while getting the most out of your investment by using high-quality, low-cost Chinese production.