

A packaging line can look complete, but one weak point can stop output, increase labor, and create daily production pressure.
A food packaging line should be designed as one connected system. Product type, package format, target capacity, hygiene needs, inspection points, case packing, palletizing, and controls must be planned together before equipment is selected.1
When we talk with food manufacturers, we often see the same problem. The team wants to buy one packing machine first. That is understandable. But the better question is not only “Which machine should we buy?” The better question is “How will the whole line run from product feeding to finished pallets?”
What Should Be Confirmed Before Choosing a Packing Machine?
Buying a machine before defining the product and package can create speed problems, filling errors, and costly changes after installation.2
Before choosing a packing machine, your team should confirm the product behavior, packaging format, target speed, SKU range, hygiene level, inspection needs, and future expansion plan. These points decide the right feeding, weighing, filling, packing, and end-of-line equipment.

In our experience, the first step is not machine selection. The first step is basic production clarity. A line for potato chips is different from a line for sticky dried fruit. A line for powder is different from a line for frozen vegetables. A sauce line has different filling, cleaning, and drip-control needs.
Your team should first list the product features. Is the product fragile, dusty, sticky, oily, frozen, or hard to flow? Then you should confirm the package. It may be a pillow bag, stand-up pouch, premade pouch, tray, jar, bottle, carton, or case. After that, you should define real capacity. Real capacity is not only the catalog speed of one machine. It includes product flow, film changes, cleaning time, rejects, labor, and case packing speed.
| Item to confirm | Key questions | Why it matters |
|---|---|---|
| Product | Is it powder, granule, liquid, frozen food, snack, meat, or ready meal? | Product behavior decides the feeding, weighing, and filling method. |
| Package | Is it a bag, pouch, cup, tray, jar, carton, case, or pallet? | Package format affects sealing, labeling, case packing, and palletizing. |
| Capacity | How many packs per minute, cases per hour, and shifts per day? | Every machine must match the same stable output. |
| SKU range | How many sizes and products will run on the line? | More SKUs need easier changeover and more flexible design. |
| Hygiene | Is dry cleaning, washdown, or CIP needed? | Cleaning design affects uptime and food safety. |
This step helps procurement, production, and engineering teams speak the same language. It also helps avoid a common mistake: buying a fast packing machine while the feeder, checkweigher, case packer, or palletizer cannot keep up.
How Should the Complete Food Packaging Line Flow Be Mapped?
A packing machine is only one part of the line. If upstream and downstream machines are not matched, the whole system loses efficiency.
A complete food packaging line usually follows this flow: Feeding → Weighing → Filling → Primary Packing → Checkweighing → Metal Detection → Labeling → Cartoning or Case Packing → Palletizing → Line Integration.3 Each stage should be matched by product flow and stable speed.
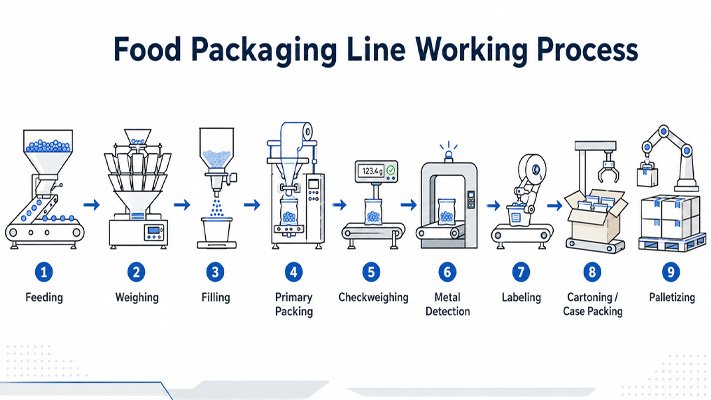
We usually map the line as one flow before discussing single-machine details. Feeding controls how product enters the line. Weighing controls accuracy. Filling and primary packing create the saleable pack. Checkweighing confirms final pack weight. Metal detection supports food safety. Labeling and coding support traceability. Case packing prepares products for shipping. Palletizing prepares products for warehouse and transport. Line integration connects the whole system.
| Line stage | Main function | Common equipment |
|---|---|---|
| Feeding | Move product into the line at a stable rate. | Belt conveyor, bucket elevator, screw feeder, vibratory feeder |
| Weighing | Dose the correct product amount. | Multihead weigher, linear weigher, auger filler, net weight system |
| Filling and packing | Put product into the primary package. | VFFS machine, premade pouch machine, tray sealer, bottle filler |
| Checkweighing | Verify final pack weight. | Dynamic checkweigher with reject system |
| Metal detection | Detect metal contamination. | Metal detector or combined inspection unit |
| Labeling and coding | Print or apply product and batch data. | Inkjet coder, thermal printer, labeler, print-and-apply system |
| Case packing | Group products into cartons or cases. | Cartoner, case erector, case packer, case sealer |
| Palletizing | Stack cases for logistics. | Robotic palletizer, conventional palletizer, cobot palletizer |
| Integration | Connect speed, controls, alarms, and safety. | PLC, HMI, conveyors, sensors, data system |
The key point is balance. A multihead weigher may run fast, but the line will still slow down if the case packing area is manual and overloaded. A packing machine may form bags smoothly, but bad product spacing can cause checkweigher rejects or label errors. For this reason, we prefer to define the whole system first, then select each machine around the same output target.
Where Do Bottlenecks Usually Appear in a Food Packaging Line?
Many line problems are not caused by the main packing machine. They often appear at feeding, inspection, case packing, palletizing, or changeover.
Common bottlenecks appear when feeding is unstable, weighing cannot match product behavior, inspection is added too late, case packing is too slow, palletizing is manual, or controls are not integrated. These problems should be solved during line design.
We often see teams focus most of their time on the primary packing machine. That is normal because it is the most visible part of the line. But many real bottlenecks happen before and after it.
Feeding problems cause unstable weighing.4 Unstable weighing causes overfill, underfill, or machine stops. Poor filling control causes bad seals, dirty jaws, or product waste. Late inspection planning creates space problems and poor reject handling. Manual case packing can become the slowest point when the primary packer speed increases. Manual palletizing can also create labor pressure, safety risk, and unstable loads.
| Bottleneck area | What usually happens | Better design choice |
|---|---|---|
| Feeding | Product arrives unevenly or breaks during transfer. | Use the right conveyor, elevator, feeder, and buffer design. |
| Weighing | Accuracy drops when product is sticky, dusty, or irregular. | Match weighing system to real product behavior. |
| Inspection | Checkweigher or metal detector is squeezed into limited space. | Plan inspection and reject handling early. |
| Labeling | Codes are unreadable or labels shift at higher speed. | Match printer or labeler to package surface and line speed. |
| Case packing | Operators cannot keep up with finished packs. | Add automatic grouping, case packing, or robotic loading. |
| Palletizing | Labor cost rises and pallet patterns are inconsistent. | Consider robotic or semi-automatic palletizing. |
| Controls | Machines stop separately and alarms are unclear. | Use clear PLC, HMI, alarm, safety, and data logic. |
A good line design should remove weak points before installation. This is why product tests, layout review, speed matching, and integration planning are worth doing before a purchase order is placed.
How Should Layout, Hygiene, and Automation Be Planned?
A line may fit on the drawing, but it may still fail if operators cannot clean, maintain, inspect, or safely access the machines.
Layout, hygiene, and automation should be planned together. The line should support smooth product flow, easy cleaning, safe operation, fast maintenance, clear inspection access, and future equipment upgrades.
We treat layout as a production tool, not only a drawing. The line must move product from infeed to finished pallets with as little waste movement as possible. Operators need space for film change, pouch loading, label roll change, reject removal, cleaning, and maintenance. Technicians need access to motors, belts, sensors, electrical cabinets, and change parts.
Hygiene also changes the layout. Dry products such as flour, coffee powder, nuts, and cereals may need dust control and dry cleaning access. Wet products such as sauces, meat, seafood, and ready meals may need washdown design, drainage, and easy-to-remove contact parts. Frozen products may need moisture control and cold-resistant components.
Automation level should match the business case. A manual or semi-automatic line may be enough for lower volume or many changing SKUs. A fully automatic line is better for high-volume, stable products, and labor-sensitive factories.
| Design area | Practical point |
|---|---|
| Layout | Keep product flow simple and avoid crossing with waste or forklift traffic. |
| Cleaning | Leave access around product contact areas and reject zones. |
| Maintenance | Keep key parts reachable without moving other machines. |
| Operators | Place controls, film rolls, labels, and reject bins where people can work safely. |
| Automation | Automate the biggest bottleneck first if budget is limited. |
| Expansion | Leave space for case packing, palletizing, vision inspection, or extra lanes later. |
A compact line can save space, but an over-crowded line costs time every day. Good layout gives the factory speed, safety, and room to grow.
What Should a Company Check Before Selecting a Packaging Line Supplier?
A low machine price can become expensive if the supplier cannot support product testing, line matching, installation, training, and future upgrades.
A packaging line supplier should be able to design the full line, not only sell one machine. Your team should check their product experience, layout ability, speed matching, inspection integration, controls support, service capacity, and upgrade options.
We suggest looking at the supplier’s complete-line ability. A strong supplier should ask about product behavior, package format, output target, SKU changes, cleaning method, inspection standard, case format, pallet pattern, plant space, and operator skill level. These questions show that the supplier is thinking about the full production result.
For a company buying packing machines, the supplier decision is not only a purchasing decision. It also affects production stability, maintenance workload, spare parts, installation speed, and long-term cost. If machines come from different suppliers with no clear integration plan, the project may face communication issues, safety logic conflicts, speed mismatch, and unclear responsibility during commissioning.
Before choosing a supplier, your team can use this short checklist:
- Can the supplier design the full line from feeding to palletizing?
- Can the supplier test your real product?
- Can the supplier provide layout drawings and line flow planning?
- Can the supplier match equipment speeds across the full line?
- Can the supplier integrate checkweighing, metal detection, and labeling?
- Can the supplier support cartoning, case packing, and palletizing?
- Can the supplier handle PLC, HMI, safety, alarms, and data connection?
- Can the supplier provide installation, commissioning, and operator training?
- Can the supplier provide spare parts and after-sales support?
- Can the line be upgraded when capacity grows?
At Smartpack, we usually recommend a complete-line view for medium and large food manufacturers. Feeding, weighing, filling, packing, inspection, labeling, case packing, palletizing, and controls should be designed around one production target. This reduces hidden risk and makes the line easier to run after installation.
Conclusion
A strong food packaging line starts with product flow, balanced equipment, clean layout, reliable inspection, and one integrated plan from feeding to palletizing.
"Sanitation Performance Standards Compliance Guide", http://www.fsis.usda.gov/inspection/compliance-guidance/sanitation-performance-standards-compliance-guide. Packaging-line and manufacturing-system design literature describes equipment selection as dependent on product characteristics, throughput requirements, sanitation constraints, inspection needs, material handling, and control integration. Evidence role: expert_consensus; source type: education. Supports: Product type, package format, target capacity, hygiene needs, inspection points, case packing, palletizing, and controls should be planned together before equipment is selected.. Scope note: The evidence may support the planning factors collectively rather than validate this exact checklist as mandatory in every project. ↩
"Key Specifications When Buying a Food Packaging Machine", https://shkpack.com/fr/blogs/news/key-specifications-to-consider-when-buying-a-food-packaging-machine. Manufacturing and packaging design references indicate that product properties and package specifications affect machine selection, filling accuracy, throughput, and commissioning outcomes. Evidence role: mechanism; source type: education. Supports: Buying packaging equipment before defining product and package requirements can lead to speed, filling, and installation-change problems.. Scope note: The source is expected to support the causal mechanism generally, not quantify the cost of post-installation changes for this article’s specific cases. ↩
"Complete Food Packaging Line Solutions You Should Know", https://chlbgroup.com/complete-food-packaging-line/. Food-packaging and processing references commonly describe packaging operations as a sequence of product handling, filling or packing, inspection, labeling, secondary packaging, palletizing, and control integration steps. Evidence role: general_support; source type: education. Supports: A complete food packaging line commonly includes feeding, weighing or dosing, filling, packing, inspection, labeling, case packing, palletizing, and integration.. Scope note: Actual line order varies by product, package type, regulatory requirements, and plant layout. ↩
"Performance Evaluation of a High-Precision Low-Dose Powder ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC7609424/. Weighing and bulk-solids handling literature describes feed-rate consistency and material-flow behavior as important determinants of dosing and weighing accuracy. Evidence role: mechanism; source type: research. Supports: Unstable product feeding can reduce weighing stability and dosing accuracy.. Scope note: The evidence is likely to address weighing systems generally and may not cover every feeder or food product type. ↩